
- Hochgeschwindigkeitsmessung durch endlos drehenden Messkopf
- Erfassung kompletter Konturen in weniger als einer Sekunde2-Achsen-Lasermessköpfe: 0,75 sec pro Kontur
- 3-Achsen-Lasermessköpfe: 0,5 sec pro Kontur
Das Problem: Vergleich XY – 3-Achsenlaser (statisch)
Folgende Annahmen werden getroffen:
Ein Rohr hat einen Nenndurchmesser von 50 mm. Die Ovalität des Rohres beträgt 0.05 mm. Das Maximum beträgt 50,050 mm und das Minimum beträgt 50.000 mm. Das arithmetische Mittel beträgt 50,025 mm. Daraus ergeben sich dann folgende Durchmesserkurven:
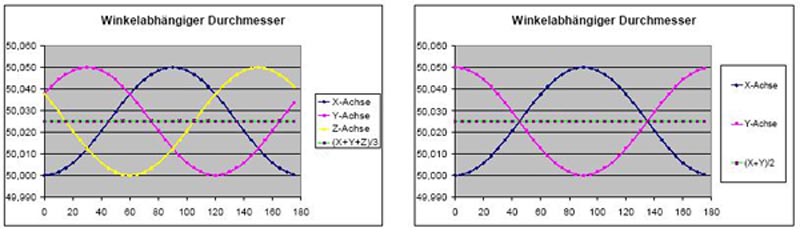
und folgende winkelabhängige Maxima und Minima.
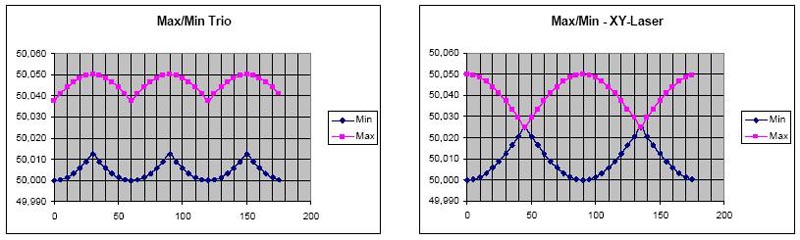
Wie aus den obigen Graphiken ersichtlich ist, werden unter Umständen, je nach Messobjektlage, falsche Maxima, Minima und damit Ovalitäten ausgewertet.
Die Lösung:
Oszillierende oder high speed rotierende Drehständer
Bei den oszillierenden Varianten werden die Messköpfe von 0° bis 200° geschwenkt (die Messwertaufnahme erfolgt zwischen 0° und 180°). D.h. bei jeder Schwenkung wird die komplette Sinuskurve aufgenommen, der Mittelwert berechnet und die Maxima und Minima ermittelt.
Da bei den oszillierenden Drehständern für jede Schwenkung eine Beschleunigungsrampe gefahren werden muss, benötigt eine komplette Schwenkung ca. 7 sec. Durch den Einsatz eines 2-Achsenlasers erfolgt somit eine komplette Messung innerhalb von 3,5 sec.
Beim Einsatz der rotierenden Varianten werden nur beim Messstart und – ende die Beschleunigungsrampen benötigt. Damit kann die Messung wesentlich schneller erfolgen. Ein kompletter Umlauf erfolgt bei diesen Varianten innerhalb von 3 sec. Dabei können bis zu 60 Werte/sec/Achse aufgenommen werden. Durch den Einsatz eines 2-Achsenlasers kann die notwendige Messzeit auf 0.75 sec / Kontur reduziert werden. Bei Verwendung eines 3-Achsenlasers wird sogar eine Messzeit von 0.5 sec / Kontur erreicht.
Verfügbare Software
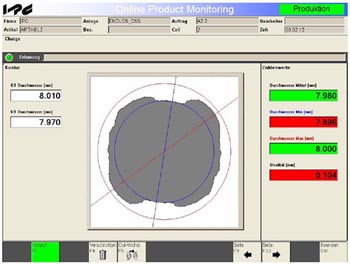
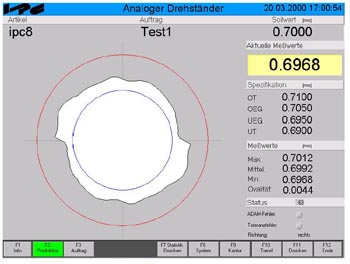
OPM - Online Product Monitoring - StandardOPM – Online Product Monitoring ist eine Standardsoftware, die in den unterschiedlichsten Industriebereichen eingesetzt wird. Neben der Konturdarstellung werden die erfassten Messwerte auch in einem Trenddiagramm dargestellt. Die Messwerte werden in einer Datenbank gespeichert und stehen damit für weitere Auswertungen zur Verfügung. Neben der Erfassung stehen auch Module zur Artikelverwaltung, Messdatenverwaltung (Export-, Archivierung-, Berichtsfunktionen) und Datenanalyse zur Verfügung. |
 |
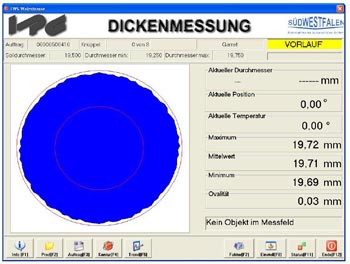
Dickenmessung in einer WalzanlageNeben der Standardsoftware OPM wurden verschiede kundenspezifische Softwarevarianten entwickelt, damit spezielle Kundenforderungen optimal erfüllt werden konnten.Neben der Durchmesserkonturerfassung werden in dieser Variante auch Temperaturen erfasst und für eine Kaltwertkorrektur verwendet. Aktuelle Aufträge werden von einem PPS System übergeben und die Messergebnisse werden mit einem Datenanalysepaket weiter analysiert. |
 |
DSS - ExtrusionIn der DSS -Extrusion können einzelne Artikel mit Toleranzen und Eingriffsgrenzen in einer Datenbank hinterlegt werden. Neben der Konturdarstellung werden die erfassten Messwerte auch in einem Trenddiagramm dargestellt. Die Messwerte werden in einer Datenbank gespeichert und stehen damit für weitere Auswertungen zur Verfügung. Neben der Erfassung und der Artikelverwaltung stehen auch Module zur Messdatenverwaltung (Export-, Archivierung-, Berichtsfunktionen) und Datenanalyse zur Verfügung. |
 |
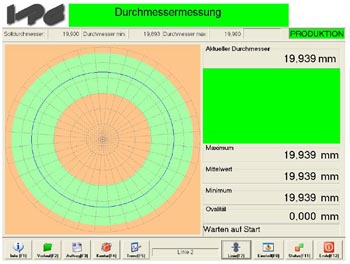
Durchmessermessung in einer RohranlageIn der Software für die Durchmesserüberwachung in der Rohrfertigung werden Toleranzen auftragsbezogen manuell vorgegeben. Der Durchmesser und die zugehörige Länge werden permanent online überwacht. Treten Toleranzüberschreitungen auf, wird eine Nachfolgeeinheit (Markierungseinheit, Säge) angesteuert. |
 |